- +7(812) 244-12-31
- ООО "Прогресс-Металлообработка", Россия, Санкт-Петербург, ул.Репищева 20
- zakaz@cncprogress.ru
прогресс-м
Сварка трением
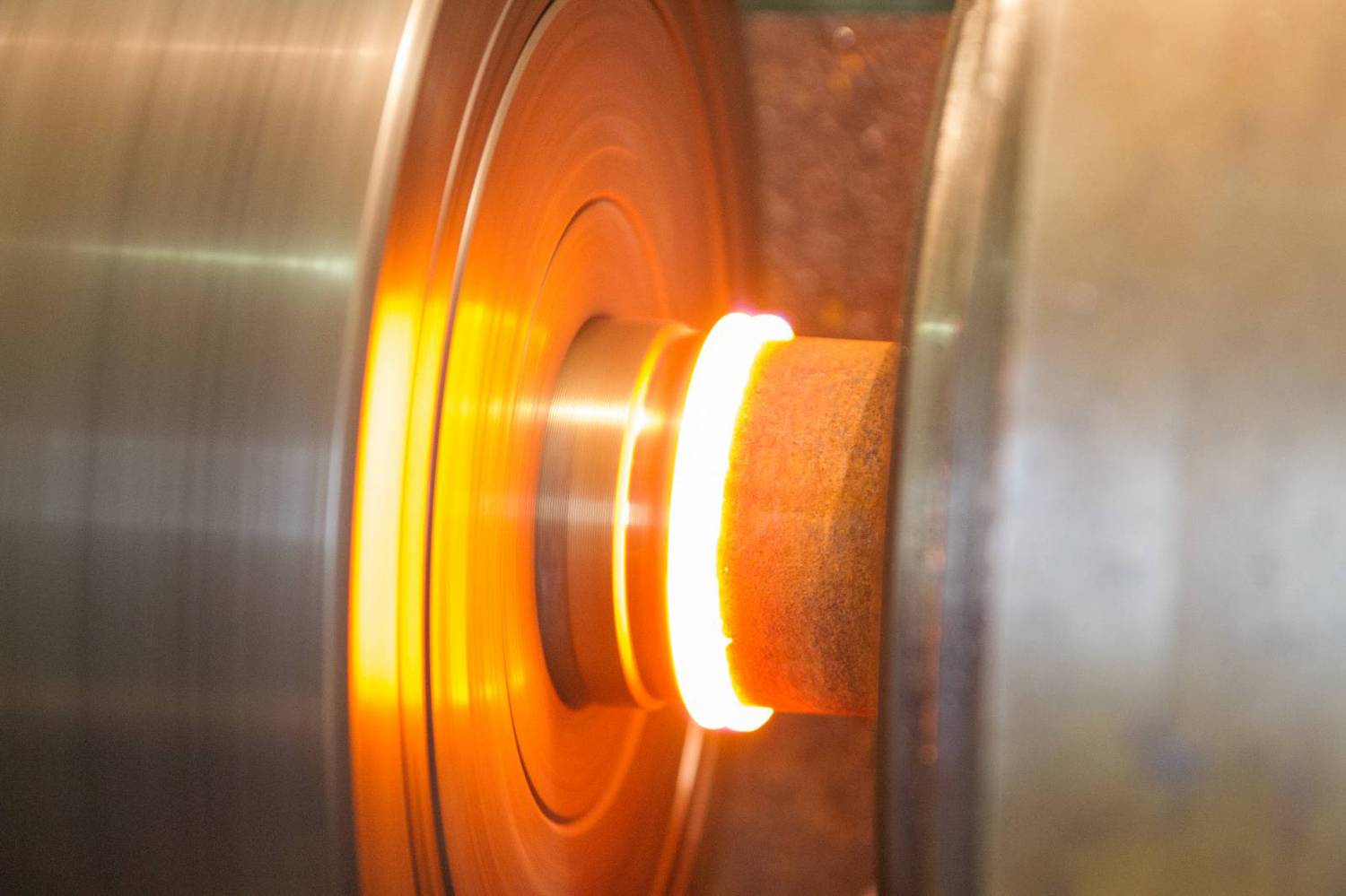
Все известные способы сварки обычно разделяют на две большие группы: сварка плавлением и сварка трением (или иначе — пластическим деформированием).При сварке трением кромки соединяемых деталей расплавляются и промежуток между ними заполняется расплавленным металлом; образование неразъемного соединения происходит в результате остужения и совместной кристаллизации металла свариваемых заготовок и присадочного металла.
Как работает сварка трением.
Сварка давлением происходит, как правило, в твердой фазе, без расплавления металла; неразъемное соединение образуется в результате сближения свариваемых поверхностей до таких малых расстояний (соизмеримых с междуатомными), при которых в известных условиях между сопряженными точками этих поверхностей возникают прочные связи, аналогичные силам взаимодействия атомов в цельном куске металла. Каждая такая единичная связь ничтожна по величине; сварное соединение может получиться лишь в том случае, когда число таких связей (взаимодействующих точек) будет очень велико.Одним из необходимых (однако еще недостаточным) условием для этого является высокая пластичность металла на сопряженных поверхностях свариваемых деталей.
Некоторые металлы, например медь, алюминий, свинец, серебро (достаточно пластичные в нормальных условиях), свариваются давлением при комнатных и даже при отрицательных температурах.Такой процесс соединения пластичных металлов называется холодной сваркой.Другие металлы для сварки в твердой фазе должны быть подвергнуты искусственному повышению пластичности путем нагрева соединяемых поверхностей до более или менее высоких температур, не превышающих, однако, точек плавления.
Преимущества сварки трением:
1)Возможность сварки металлов и сплавов в различных сочетаниях. Благодаря сварке трением есть возможность соединять такие виды металлов, которые сварить традиционными методами было бы невозможно: алюминий и сталь, титан и алюминий, медь и сталь.
2)Возможность сварки деталей с необработанными поверхно¬стями. К поверхностям, которые подлежат сварке нет требований по чистоте и точности обработки, допустимы загрязнения и ржавчина. Недопустимым считается наличие окалины, что может привести в некачественной сварке.
3)Гигиеничность процессаОтсутствуют вредные газовые выбросы, брызги металла.
4)Простота механизации и автоматизацииПараметры сварки легко контролируются, минимальное использование ручного труда.
Параметры сварки трением на нашем оборудовании:
1)Диаметр свариваемых деталей, ммa.- сплошного сечения - 20-30 мм - труб – 20-50 мм
2)Площадь свариваемого сечения, мм2 - 120-1200 мм2
3)Длина деталей, зажимаемых в патроне, мм – 80-350 мм
4)Длина не вращающейся детали(стержня трубы), мм – 100-2700 мм
5)Производительность, шт/ч – 10 шт.
6)Контроль процесса сварки – автоматический
7)Величина осевого усилия, кН - 12-120